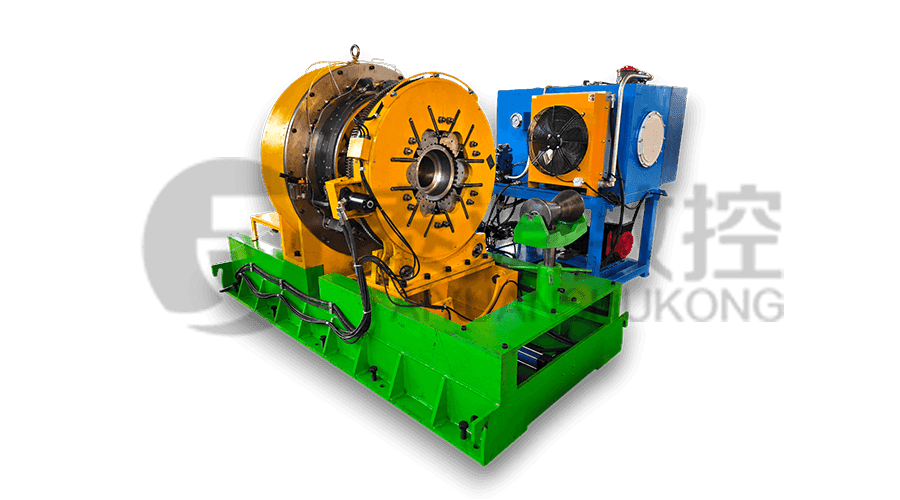
Model: Tysk-630t
Maskinen vedtager et FANUC CNC -system med stabil behandlingsnøjagtighed og f...


Fremragende udstyr til behandling af udstyr, god stivhed, førsteklasses behandlingseffektivitet, så vores produkter kan kvalificeres til API-standarder og det meste af markedets premiumforbindelse.

Maskinen vedtager et FANUC CNC -system med stabil behandlingsnøjagtighed og f...

Maskinen vedtager et FANUC CNC -system med stabil behandlingsnøjagtighed og f...





I det krævende miljø med Oil Country Tubular Goods (OCTG)-fremstilling er overholdelse af American Petroleum Institute (API) 5CT-standarder ikke kun et lovkrav – det er en baseline for driftssikkerhed. Integriteten af...

I højindsatssektoren for fremstilling af petroleumsudstyr er overgangen fra selvstændigt udstyr til fuldt integrerede systemer ikke længere en luksus – det er en teknisk nødvendighed. A cnc rørgevindmaskine er ...
I den højtydende plastindustri er effektiviteten af at konvertere dyre råmaterialer til brugbare film en kritisk målestok for rentabiliteten. Forarbejdning af fyldte PTFE (Polytetrafluorethylen) barrer - som ofte in...
Vores engagement
Vores mål er at levere skræddersyede løsninger til markedet og vores kunder, uanset om det er et enkelt produkt eller et komplet sæt udstyr.
Selvom markeder, applikationer og kunder varierer, har vi en unik tilgang, der fører vores kunder til succes.
Vi vil tålmodigt og omhyggeligt svare på eventuelle henvendelser og feedback fra kunder.
Ved enhver konsultation fra kunder vil vi give det mest professionelle og rimelige tilbud hurtigst muligt.
Ved alle nye produkter fra vores kunder vil vi kommunikere meget professionelt med dem, lytte til deres meninger og give praktiske forslag for at sikre, at vi leverer de bedste produkter.
Vi vil færdiggøre enhver ordre fra vores kunder til tiden, med garanteret kvalitet og kvantitet.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. har en række CNC -værktøjsmaskiner til rørbehandling. Følgende er metoden til justering af skæreparametrene for CNC -rørtrådning af drejebænkemaskine For at sikre trådkvaliteten ved behandling af rør af forskellige materialer:
Behandling af stålrør
Skærehastighed: For rør lavet af medium kulstofstål kan skærehastigheden være omkring 100-200 m/min. Hvis det er legeringsstål på grund af dets høje hårdhed, skal skærehastigheden reduceres passende til ca. 80-150 m/min for at forhindre overdreven slid af værktøjet og sikre overfladekvaliteten på tråden.
Tilførselshastighed: Normalt er tilførselshastigheden pr. Revolution mere passende til 0,5-1,2 mm/rev. For tråde med høje præcisionskrav kan en mindre tilførselshastighed, såsom 0,5-0,8 mm/rev, vælges for at forbedre trådens finish og præcision.
Skæredybde: I henhold til trådens specifikationer og krav kan skæredybden kontrolleres 1-2 mm under ru bearbejdning og 0,2-0,5 mm under fin bearbejdning.
Behandling af kobberrør
Skærehastighed: Kobberens hårdhed er relativt lav, og skærehastigheden kan øges passende, generelt omkring 200-300 m/min. Hastigheden bør dog ikke være for høj, ellers kan den få kobberchips til at vikle rundt om værktøjet og påvirke behandlingskvaliteten.
Tilførselshastighed: Tilførselshastigheden kan vælges mellem 0,8-1,5 mm/rev. På grund af den gode duktilitet af kobber kan en større tilførselshastighed reducere skærekraften og forhindre overdreven deformation af materialet, men det skal også bemærkes, at det ikke bør være for stort til at undgå at påvirke trådnøjagtigheden.
Skæredybde: Skæredybden kan være 1,5-2,5 mm under ru bearbejdning og 0,3-0,6 mm under fin bearbejdning.
Behandling af aluminiumsrør
Skærehastighed: Aluminium har lav hårdhed og god skæreydelse, så skærehastigheden kan være højere, normalt 300-500 m/min. Imidlertid bør der rettes opmærksomheden på problemet med den opbyggede kant, der kan forekomme under højhastighedsskæring, som kan løses ved passende afkøling og smøreforanstaltninger.
Tilførselshastighed: Tilførselshastigheden kan være omkring 1-2 mm/rev. Da aluminiumsmaterialer er blødere, kan en større tilførselshastighed forbedre behandlingseffektiviteten, men det er nødvendigt at forhindre overdreven tilførselshastighed i at forårsage defekter, såsom ridser på trådoverfladen.
Skæredybde: Skæredybden kan være 2-3 mm under ru behandling og 0,3-0,8 mm under fin behandling.
Behandling af rustfrit stålrør
Skærehastighed: Rustfrit stål har høj styrke og hårdhed og er tilbøjelig til at arbejde hærdning. Skærehastigheden er generelt 60-120 m/min. For lav hastighed vil forårsage øget værktøjsslitage, og for høj hastighed kan forårsage værktøjsforbrændinger og deformation af emnet.
Tilførselshastighed: Tilførselshastigheden pr. Revolution er generelt 0,3-0,8 mm/rev. En mindre tilførselshastighed kan reducere skærekraften, reducere graden af arbejdshærdning og hjælpe med at sikre trådkvalitet.
Skæredybde: Skæredybden kan styres ved 0,8-1,5 mm under ru bearbejdning og 0,1-0,3 mm under fin bearbejdning.
