Påmindelsesoplysninger


May 25, 2026
A Modulær jernspånknuser løser den kritiske operationelle flaskehals ved voluminøs, fuglerede metalspånhåndtering ved mekanisk reduktion af lange, kontinuerlige metaldrejninger til små, ensartede spåner. Denne strukturelle volumenreduktion komprimerer rå skrotprofils tæthed med op til 80 %, hvilket reducerer lagerfodaftryk væsentligt, sænker logistiktransportomkostninger og maksimerer kølevæskegenvindingsudbyttet med op til 95 % under efterfølgende centrifugalseparationscyklusser.
Bearbejdningseffektiviteten af en modulær makuleringsmaskine er afhængig af en dobbeltakslet eller enkeltakslet skæremekanisme med højt drejningsmoment, der roterer ved lave strukturelle hastigheder. Når kontinuerlige bundter af duktilt jern eller kulstofstål kommer ind i tragtens mund, griber specialiserede krogformede legeringsknive den ydre omkreds af spånereden.
Materialet tvinges mod en stationær modknivsblok, der skærer metaltrådene langs krystallinske spændingslinjer. Denne konfiguration med lav hastighed og højt drejningsmoment forhindrer varmeopbygning og eliminerer risikoen for gnister eller lokal forbrænding, hvilket gør det til en utrolig sikker metode til behandling af skrot mættet med flygtige petroleumsbaserede skæreolier.
For at sikre korrekt integration i automatiserede bearbejdningsceller eller centraliserede skrotopsamlingspladser skal maskinparametrene svare til produktionsanlæggets volumenydelse. De specifikke fysiske præstationsindekser nedenfor viser, hvordan modulær skalering matcher forskellige gulvoperationer.
| Performance Attribut | Kompakt cellemodul | Centraliseret anlægsmodul |
|---|---|---|
| Gennemløbskapacitet (stål/jern) | 200 til 400 kg/time | 1500 til 3000 kg/time |
| Hoveddrev Motoreffekt | 5,5 kW til 7,5 kW | 30 kW til 45 kW |
| Post-crush Chip Længde Profil | Under 15 mm ensartede spåner | Under 25 mm skovlbart skrot |
| Strukturelt fodaftryk Størrelse | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Rå, ikke-knuste jernspåner fungerer som en strukturel svamp, der holder enorme mængder af dyre emulgerede skærevæsker på deres høje overfladearealer. Bearbejdning af løse drejninger direkte gennem en centrifuge er meget ineffektiv, fordi de lange strukturelle reder filtrer sig inde i den roterende tromle, hvilket forårsager massive mekaniske ubalancer.
Industriel forarbejdningseksempel: Et mellemstort bilstøbeanlæg, der producerede 50 tons jernspåner om måneden, mistede ca. 120 liter skæreolie pr. ton u-knuste spåner. Efter at have implementeret en lokaliseret modulær knuseenhed til at reducere spånprofilen ned til 10 mm løse spåner, genvundne deres sekundære spånvrider 5400 liter ren kølevæskeolie hver måned, hvilket gav direkte besparelser på kemisk indkøb på over 14.000 dollars inden for det første kvartal af driften.
Industrielle skrotstrømme indeholder ofte trampede metalforureninger, såsom tabte bolte, knækkede hårdmetalværktøjsindsatser eller tunge strukturelle stangender. For at forhindre katastrofale knivskader eller brud på drivakslen, når ikke-knusbare genstande kommer ind i kammeret, har moderne modulære enheder en integreret PLC-controller, der konstant overvåger det elektriske strømforbrug fra hoveddrivmotoren.
Den primære fordel ved et modulært strukturelt layout er evnen til at servicere skæreenheden uden at fjerne hele den mekaniske ramme. Slidstærke skæreringe er monteret på sekskantede aksler ved hjælp af præcisionsbearbejdede låsekraver. Når knivskærene er sløve efter bearbejdning af store mængder slibende støbejern, kan vedligeholdelsesteams skubbe hele akselkassetteenheden ud, udskifte individuelle slidte klingemoduler og returnere maskinen til service inden for et kort, to timers planlagt vedligeholdelsesvindue.
Relaterede produkter
 Model: TYSK-630T Borerør, fælles og kobling drejebænk
Model: TYSK-630T Borerør, fælles og kobling drejebænk
Maskinen anvender et FANUC CNC-system med stabil behandlingsnøjagtighed og fleksible programmeringsfunktioner for at sikre, at de forarbejdede dele opfylder strenge industristandarder. Det høje drejningsmoment og tunge belastningsdesign kan klare langsigtet kontinuerligt arbejde og har en stærk holdbarhed.
 Model: TYSK-1355 Olierørbehandling drejebænk
Model: TYSK-1355 Olierørbehandling drejebænk
Maskinen anvender et FANUC CNC-system med stabil behandlingsnøjagtighed og fleksible programmeringsfunktioner for at sikre, at de forarbejdede dele opfylder strenge industristandarder. Det høje drejningsmoment og tunge belastningsdesign kan klare langsigtet kontinuerligt arbejde og har en stærk holdbarhed.
 Model: TYSK-XQJ-550 Medium og stor PTFE -filmskivende maskine
Model: TYSK-XQJ-550 Medium og stor PTFE -filmskivende maskine
Designet til at behandle emner med en maksimal diameter på 550 mm og en maksimal længde på 1000 mm. Vi kan også tilpasse efter brugernes behov. Venlig ændring af hastighed og tykkelse med CNC.
 Serie:TYSK-NKJ Skrue-on-maskine/kabinet og slange kobling af bucking-enhed
Serie:TYSK-NKJ Skrue-on-maskine/kabinet og slange kobling af bucking-enhed
Maskinen bruger en hydraulisk motor, mekanisk flydemekanisme og drejningsmomentregistrering i realtid, tilpasser sig materialebøjning og forhindrer materialedeformation. Hjælpemaskiner er konfigureret til at hjælpe med semi-automatisering.
 Lange, tunge materialeløsninger Automatisk belastning og losningsmekanisme til rørtrådning
Lange, tunge materialeløsninger Automatisk belastning og losningsmekanisme til rørtrådning
Den specielle fleksible støttetilstand kan effektivt reducere indflydelsen af emnebøjning på forarbejdningen og forbedre udbyttet. Strengt matchende med vores rørgevinddrejebænk.
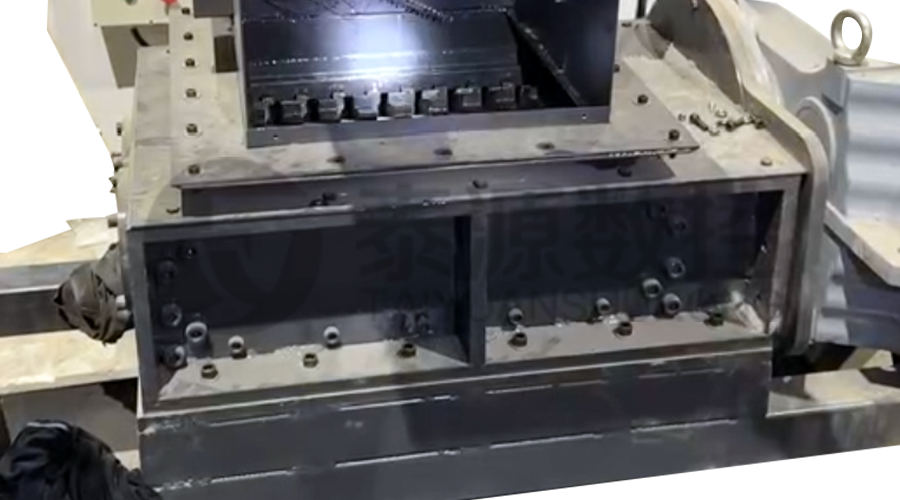
Modulær jernspånknuser Høj styrke knuser til chip
Bladene er lavet af højstyrke materialer og rimeligt placeret ved udgangen af spånudtrækkeren for at bryde klumperne af jernspåner.Reducer risikoen for tilbagerulning og forbedre udnyttelsen af affaldsrammen.
 Serie:TYSK-HB Semi-automatisk slidbestandigt bånd svejser
Serie:TYSK-HB Semi-automatisk slidbestandigt bånd svejser
Gælder for ARNCO 100XT, 200XT, 300XT. Støtte φ1.2-2.0 kerne- eller massivtrådssvejsning. Kan udstyres med spraysvejsning med enkelt pistol og spraysvejsning med dobbelt pistol på to måder. Support PLC eller CNC system kontrol.
